The SHAW Aluminium Oxide Sensor Technology
The general principle of operation of an aluminium oxide sensor for the measurement of moisture in air and gases is well documented. However, the actual construction of this type of sensor, which varies widely from manufacturer to manufacturer, is critical to the performance and reliability of systems in field operation.
To demonstrate their competence, certain manufacturers have resorted to catchy marketing phrases such as Hyper Thin Film Technology, Ceramic and Silicon Sensing Technology (which are simply aluminium oxide sensors on a substrate) and Thin Film technology. However, in the final analysis, the performance and stability of the end product in the field are the key tests.
Shaw Moisture Meters Sensor Construction
SHAW dewpoint sensors have 3 major advantages over other sensors, all of which are due to the manufacturing techniques used in the construction of the oxide layer.
These advantages are:
- Response specific to water vapour
- AutoCal
- Free from low dew/frost point drift
The basic construction of the sensor consists of a high-purity aluminium base, the surface of which is chemically oxidised to produce a pore filled insulating layer of partially hydrated aluminium oxide. A porous but conductive gold film is then deposited on the oxide layer, with the gold film and aluminium base forming the two plates of a capacitor.
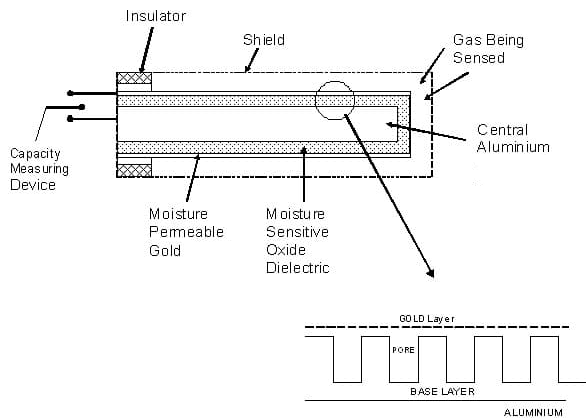
The oxide layer that forms the dielectric separating layer of the capacitor is in the form of a mass of tubular pores running up from the Base Insulating Layer to the exposed surface. The manufacturing technique used in the formation of this structure allows both the formation of the Base Insulating Layer and the pore dimensions to be precisely controlled.
Response Specific to Water Vapour
The pore size is controlled to be practically specific to water vapour. During operation, water vapour molecules enter these pores, and the narrow pore size restricts their Brownian motion. This restriction allows the water molecules to adsorb onto the aluminium oxide pore walls. Because water has a very high dielectric constant, it produces a measurable change in the sensor’s capacitance. The amount of adsorbed water within the pores directly corresponds to the moisture content of the gas surrounding the sensor.
Gases with smaller molecules, such as hydrogen, can also enter the pores. However, their dielectric constants are so low compared to water that they have a negligible impact on the measurement. Gases with high dielectric constants, such as methanol, contain larger molecules than water vapour and cannot penetrate the sensor pores. As a result, they do not influence the measurement.
AutoCal
The technique that controls the pore size also enables precise control of the pore capacity. This relationship allows technicians to pre-determine the upper limit of adsorption. During operation, the sensor maintains a dynamic equilibrium between the surrounding water vapour pressure and the water adsorbed within it. By controlling the sensor’s overall capacity, engineers determine its upper measurement limit. Consequently, a sensor designed for an upper range limit of 0 °C dew point will saturate at this point and stop providing additional output as the dew point rises beyond that level. This principle explains how AutoCal functions.
When using the AutoCal feature, technicians can disregard the actual moisture level of the exposed dew point (ambient or other humid gas source) as long as it is wetter than the sensor’s pore capacity. The pore capacity equals the span, or wet-end, of the sensor or transmitter calibration.
During the AutoCal procedure, adjusting the transmitter reading to the calibration’s span value (0 °C dew point) realigns the AutoCal calibration curve closely with its original curve. Operators can perform this procedure whenever they suspect the transmitter’s calibration curve has shifted, which typically occurs due to slight contamination. In cases of severe contamination, the sensor may require factory recalibration or replacement.

Free from low dew/frost point drift
Huge importance is placed on the size and shape of the primary pores of the sensor, which are critical because they determine the sensitivity and speed of response of the sensor. However, other manufacturers often pay very little attention to how they construct the Base Insulating Layer of the sensor.
The construction of this Base Insulating Layer determines the sensor’s base capacitance. Only by ensuring uniformity in this layer can you achieve a reliable, stable and drift-free sensor.
Pores or cracks in the Base Insulating Layer function as capillary pores, absorbing and desorbing water molecules as the primary pores do, although at a much slower rate. Therefore, sensors with this construction defect, when continuously exposed to ‘dry’ conditions, for instance, will shift their calibrations as these capillary pores dry out. In turn, the sensor drifts, displaying dew/frost point readings that appear drier than actual conditions.
Eventually, in some cases, the sensor may reach signal levels below its lower calibration limit, causing the instrument to constantly display the lowest programmed dew/frost point value.
Because this layer dehydrates (dries down) slowly, it also requires more time to re-hydrate (wet up). This can produce a flat spot, where the sensor responds very slowly or not at all, to increasing moisture levels at low dew/frost points.
Other manufacturers’ aluminium oxide sensors operating on an impedance circuit will show an exaggerated drift caused by this effect, especially if the capillary pores in the Base Insulating Layer extend to the aluminium core, as this would increase the resistive effect of the sensor.

The Shaw Sensor
Many years of our development have resulted in a sensor with a very stable, evenly constructed Base Insulating Layer, which eliminates dry-end drift and does not demonstrate a flat spot response following continuous operation in dry conditions.
As discussed previously, the primary pores of the sensor are responsible for its speed and sensitivity. Our continuous research and development program has resulted in our capability to manufacture sensors with uniform and water vapour-specific pores, giving large capacitance changes and rapid, predictable response, together with a designed pore capacity which facilitates the invaluable AutoCal feature.
